







Here's the scene for an unusual, hydraulics troubleshooting story:
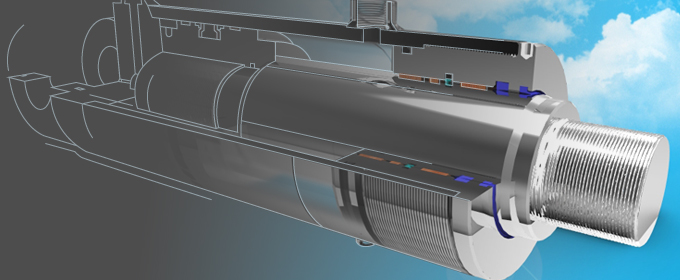
The end of the month was just a few days away when an OEM customer called and advised its hydraulic cylinder manufacturer that the boom extension cylinder on a rough terrain forklift was SQUEALING. This single-stage cylinder was 150 mm bore x 80 mm rod x 355 mm stroke. The OEM was in a terrible position because they had 80 machines that could not ship by the end of the month deadline due to the squealing - which could be heard blocks away. The OEM was demanding that the cylinder manufacturer send a crew of men to change out all 80 cylinders!
But what could the problem be? Seal stick and slip? Excessive stroke speed? Internal leakage? Load-control valve? What else? How would you approach this situation?
Well, the outcome of this story, as told by Doug Lien, founder and former owner of Cylinder City Inc. is as follows:
"The squeal was present at all engine speeds - so flow rate / stroke speed was not an issue. Through a process of elimination, I isolated or changed out all cylinder valves. No difference.
I then removed the cylinder from a machine and placed it on a bench. I connected the cylinder to the same new machine with quick disconnects. I removed the rod seal and under no load I stroked the cylinder and it still squealed. I then removed the piston seal and the squeal remained. So it continued to squeal with no seals installed.
I reinstalled the seals and connected the cylinder to an older machine, which was referred to as the "yard machine", while the cylinder was still on the bench. The squeal was gone! I drained the oil from the cylinder and reconnected it to the new machine -- the squeal was back! This eliminated the cylinder.
The General Manager at the OEM was still insisting that I contact my factory and get a crew of men to his plant and change out all 80 cylinders. By now though I was confident that the cylinders were not the cause of the problem. I asked him to give me another day in order to determine the root cause.
Earlier that day I noticed two things that put me on the right trail. One was the color of the oil that was draining from the cylinder when I disassembled it. The oil looked like ivory soap. The other was a slight hissing sound when I removed the head gland from the cylinder. I knew at this point that aeration was causing the squeal.
But the challenge was trying to convince the customer's engineers. I had to prove where the air was coming from and why. So the big question was: What was different about the new model machine? Were the pumps changed? Was the design of the hydraulic tank changed in any way? How about the suction lines or suction strainer? The answer to all these questions was the same: NO.
When I had connected the cylinder to the new machine the cylinder squealed, when I connected it to the older machine it was quiet. When switching the cylinder from new machine to old machine I had made sure that the cylinder was completely drained of hydraulic fluid.
So now back to the questions. Have you changed oil viscosity, brand, supplier or formula? Again the answer was NO. I insisted that the oil was the source of air in the system and that air was causing the squeal. The oil vendor was called and he stated that to the best of his knowledge the oil was the same. I insisted that the oil vendor contact the blender to ask if the additive package had been changed. They agreed and the next morning a chemist from the oil blender was on site.
In the meantime I went to the nearest CAT dealer and got some of CAT's Anti-Chatter hydraulic oil additive. I added a quart to a machine that was squealing and within 5 minutes the squeal was gone.
Needless to say at this point all eyes turned to the oil blender and their chemist. It turned out that the formula of the oil had been changed and the amount of air-release additive had been reduced. All 80 machines had the hydraulic fluid replaced and their shipment to customers was back on schedule."
By Brendan Casey
